絕緣件加工中心換刀換一半卡住刀還在上面?絕緣件加工中心換刀換一半卡住刀上面的時(shí)候,記得千萬不要馬上去觸碰刀具,第一時(shí)間就是關(guān)掉開關(guān),拔掉電源,再進(jìn)行處理哦。今天
哈思孚HASSFULL來說下“絕緣件加工中心換刀換一半卡住刀還在上面”吧。

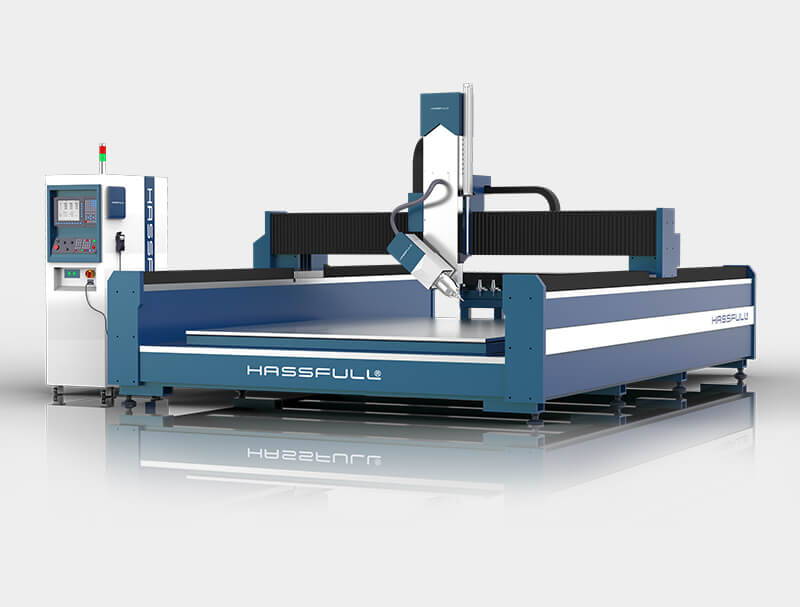
哈思孚HASSFULL-W15-2530四軸擺頭加工中心
絕緣件加工中心換刀換一半卡住刀還在上面危險(xiǎn)嗎?
1、人身傷害風(fēng)險(xiǎn):如果操作者試圖用過大的力量手動取出卡住的刀具,刀具或工件可能突然松動,導(dǎo)致刀具飛出,造成嚴(yán)重的人身傷害。此外,在未斷電的情況下進(jìn)行操作,還可能觸電。
2、設(shè)備損壞:強(qiáng)行處理卡刀問題可能會加劇刀具、主軸、刀庫、換刀機(jī)械手等部件的損壞,導(dǎo)致高昂的維修費(fèi)用和長時(shí)間的生產(chǎn)停頓。
3、次生事故:在處理卡刀時(shí),如果不正確地操作控制系統(tǒng)或機(jī)械裝置,可能導(dǎo)致其他未預(yù)見的故障,如液壓或氣壓系統(tǒng)泄露,增加事故的風(fēng)險(xiǎn)。
絕緣件加工中心換刀換一半卡住刀還在上面,怎么回事?
1、氣壓不足:如果使用的是氣動打刀系統(tǒng),氣壓不足可能導(dǎo)致刀具無法完全松開或鎖緊。應(yīng)檢查氣源壓力,確保氣壓大于0.6MPa,并且氣路沒有堵塞或泄漏。
2、主軸定向問題:主軸定向不準(zhǔn)確(如M19指令執(zhí)行問題)會導(dǎo)致刀具不能正確對齊,從而卡住。需檢查并校正主軸的定向系統(tǒng),可能需要調(diào)整或更換相關(guān)傳感器、編碼器。
3、機(jī)械臂或換刀機(jī)構(gòu)位置錯(cuò)誤:如果機(jī)械臂或換刀臂位置不當(dāng),可能會在換刀過程中卡住刀具。可以嘗試手動調(diào)整機(jī)械臂的角度或位置,必要時(shí)請專業(yè)人員進(jìn)行校準(zhǔn)。
4、刀具或刀柄問題:刀具損壞、老化、涂層脫落或刀柄與主軸接口不匹配都可能導(dǎo)致卡刀。檢查刀具和刀柄的狀況,必要時(shí)更換刀具或調(diào)整刀柄配合。
5、夾緊裝置問題:夾緊力度不夠或者夾緊機(jī)構(gòu)故障也可能導(dǎo)致刀具未被正確固定或釋放。檢查并調(diào)整夾緊裝置的設(shè)定,確保夾緊力度適當(dāng)。
6、電氣或控制系統(tǒng)故障:誤操作、參數(shù)設(shè)置錯(cuò)誤或控制系統(tǒng)故障可能導(dǎo)致?lián)Q刀程序異常。檢查CNC系統(tǒng)的報(bào)警信息,根據(jù)提示進(jìn)行相應(yīng)的診斷和修復(fù)。
7、機(jī)械撞擊后的后遺癥:如果機(jī)床之前發(fā)生過撞擊,可能造成換刀原點(diǎn)偏移或機(jī)械部件變形,影響換刀動作。這時(shí)需要重新設(shè)定換刀原點(diǎn),并檢查、修復(fù)受損部件。

哈思孚HASSFULL-W15-2530四軸擺頭加工中心
絕緣件加工中心換刀換一半卡住刀還在上面,怎么辦?
1、首先,安全停機(jī),斷電并采取必要的安全措施。
2、檢查并記錄CNC控制系統(tǒng)的報(bào)警信息。
3、根據(jù)上述可能原因,逐一排查,從最簡單的如氣壓檢查開始。
4、如果問題看似機(jī)械結(jié)構(gòu)相關(guān),如機(jī)械臂卡死,嘗試輕微手動調(diào)整(注意不要強(qiáng)行操作,以免造成更多損害)。
5、若問題復(fù)雜或無法自行解決,應(yīng)及時(shí)聯(lián)系設(shè)備供應(yīng)商或?qū)I(yè)維修人員介入,避免進(jìn)一步損壞設(shè)備。
6、記得在處理任何問題時(shí),安全總是第一位的。
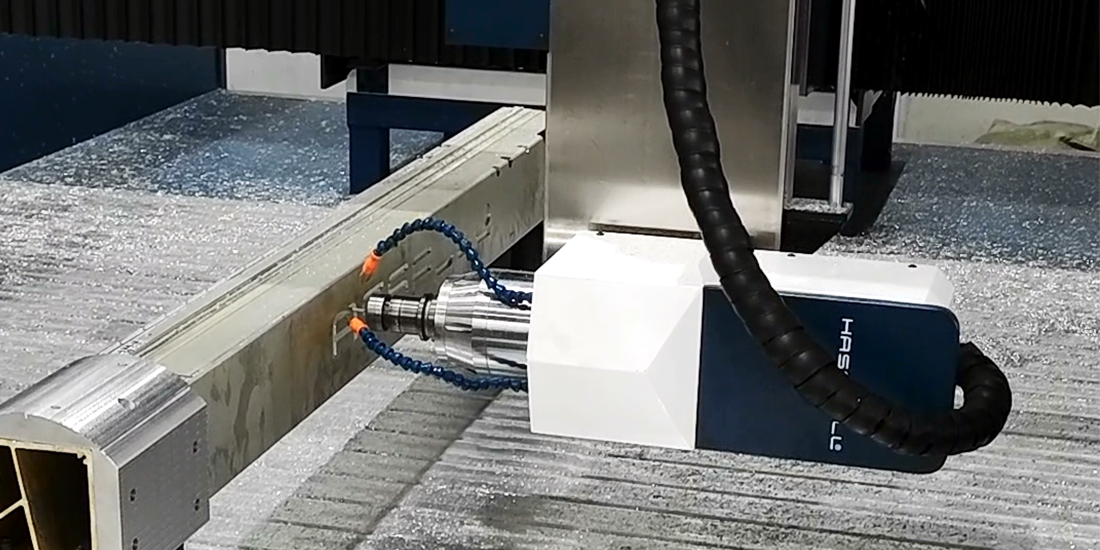
場")
客戶加工現(xiàn)場
加工中心卡刀是指在自動化換刀過程中,刀具未能按照預(yù)定程序正確地安裝到主軸上或從主軸上卸下,導(dǎo)致刀具卡在主軸內(nèi)、刀庫中或換刀機(jī)械手上的現(xiàn)象。這種情況不僅會影響正常的生產(chǎn)流程,還可能對機(jī)床本身造成損傷,甚至帶來安全隱患。